
Как выбрать сортировщик для склада
Что, когда и как мы сортируем?
Системы сортировки становятся сердцем каждого распределительного центра, когда потребности получателя сводятся к уменьшению количества и разнообразия продуктов одного заказа.
Так или иначе мы могли бы определить необходимость внедрения сортировочных устройств в наши склады. Но откуда возникает такая необходимость, и только ли интернет-торговля была причиной их внедрения? Итак, давайте попробуем немного систематизировать знания по этому вопросу.
Одной из причин повышенного спроса на сортировщики являются постоянно увеличивающиеся наборы доступной продукции и сокращающееся время реализации заказов (E-COM), что в результате приводит к необходимости внедрения методов сортировки. Чтобы выбрать для себя правильный метод, необходимо ввести некую систематику.
Сортировка может быть выполнена:
- вручную, при помощи устройств или алгоритмов
- полуавтоматически, где человеческий труд дополняется элементами механизации
- автоматически, где потоки IN & OUT питаются удаленно
Процессы сортировки делятся, в зависимости от необходимости, на:
- разделение (напр. тип заказа, упаковка)
- консолидацию (напр. направления и маршруты)
- иерархию (напр. категория ABC, рейтинг)
- проверка и контроль (напр. READ-NO READ, контроль качества, поставщики)
Все системы сортировки имеют несколько основных элементов процесса, необходимых для выполнения задачи по определенной схеме, типичной для данной технологии.
| Введение | Подготовка | Верификация | Сортировка | Отвод |
| кодирование взвешивание присваивание |
консолидация деление направление |
считывание присвоение |
введение разделение накопление |
очистка буфера транспорт упаковка |
Рис. 1. Разделение основных элементов сортировки с точки зрения процесса
При выборе технологии сортировки мы должны сделать выбор, учитывая:
Диапазон:
- сортировка
- консолидация
Ожидания по отношению к системе:
- пропускная способность
- количество путей разделения
- емкость буфера
- имеющееся место на складе
Сортируемые товары:
- размеры и вес
- хрупкость
- центр тяжести
- коэффициент трения
Организация работы:
- пропускная способность
- время работы
- количество, часы накопления
- имеющееся место на складе
- емкость буферов и частота их опорожнения
Условия окружающей среды:
- горючесть
- влажность
- температура
- шумовая нагрузка
Экономические условия:
- предполагаемая рентабельность инвестиций и бюджет
- обещанное время доставки
- доступность трудовых ресурсов
Типы устройств и технологии сортировки
На рынке существует очень много доступных сортировочных устройств, и мы, как пользователи или планировщики, также часто сталкиваемся с дилеммой: «Какое из доступных устройств наиболее эффективно выполнит свою роль на моем складе?».
Подчеркнутое слово «наиболее эффективно» является ключевым при выборе, поскольку, глядя на параметры устройств, такие как их механическая пропускная способность, мы склонны чувствовать, что наиболее эффективное устройство является правильным. Чтобы не поддаваться таким «соблазном» и чтобы лучше узнать составные компоненты устройств, влияющие на эффективность процесса, введем еще одну систематику. На этот раз учитывая способ сортировки и в то же время опишем основные функциональные возможности каждого из них.
Ручная сортировка – системная помощь с помощью сортировочных списков или только с помощью символов и визуализаций. Кроме того, они могут быть подкреплены элементами малой автоматизации, такими как система дисплеев (put-to-light) и/или стеллажным комплектом, оснащенным такими дисплеями, которые широко известны в логистической отрасли как put-wall. Более простым вариантом ручной сортировки является также сортировка с помощью стеллажа, например, проходящего в зоне приема, где уже в самом начале происходит разделение потока входящего товара на тот, который предназначен для хранения запасов, на полки комплектации, а также на заказы типа on demand и направляются непосредственно на упаковку. Пример такой сортировки на приемке показан на рисунке 2a и рисунке 2b. При такой сортировке товары, имеющиеся на приеме уже при первом осмотре состояния доставки, могут в том же процессе, без необходимости новой перестановки, распределяться по назначению. Системная поддержка в любой форме позволит бесперебойно сортировать двумя работниками с производительностью приблизительно от 80 до 100 штук в час.
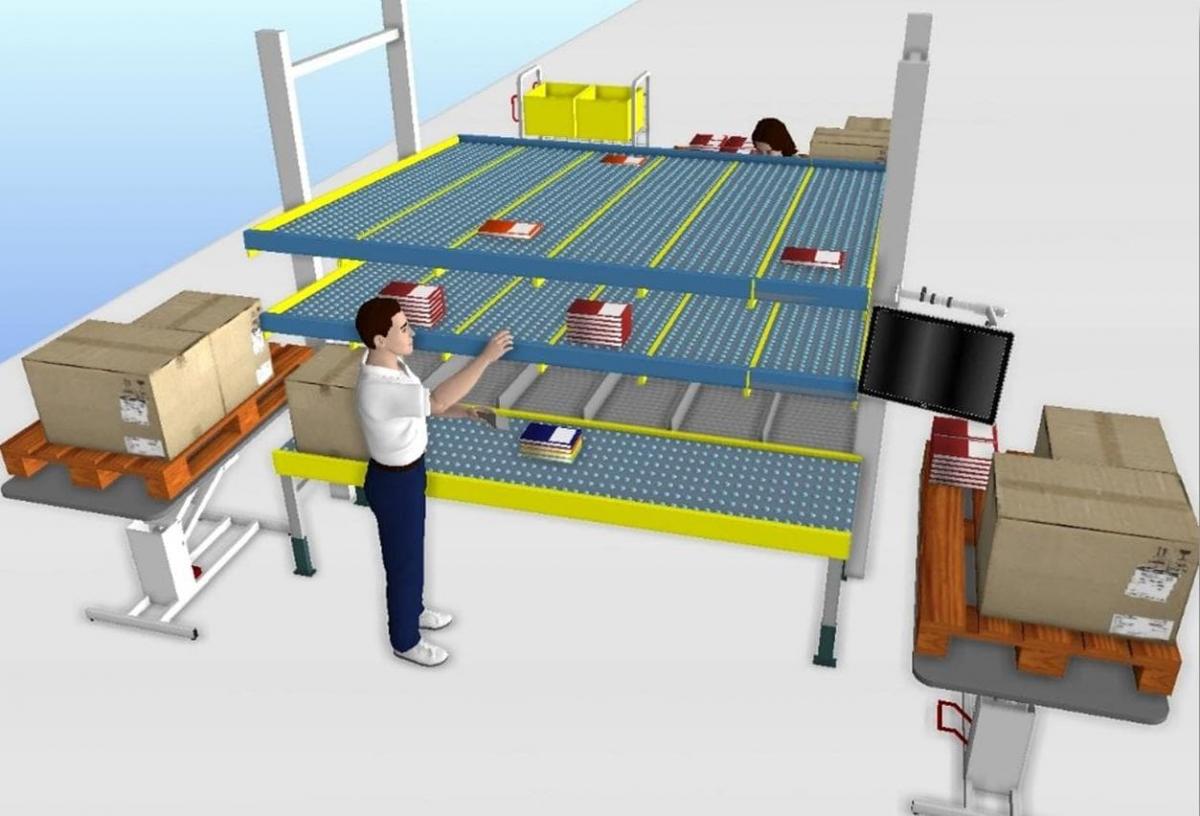
Рис. 2а – Питание стеллажа входным потоком Рис. 2b – Сортировка по поступлению согласно потокам назначения
Рис. 2b – Сортировка по поступлению согласно потокам назначения
Также на приеме мы часто сталкиваемся с потоком возврата. При его приеме на хранение, вместо того, чтобы направлять его на склад возвратов, мы можем например, предварительно проверить и разделить на размеры и/или на группы ассортимента. Для этого достаточными будут установленные на полу в ряд и, соответственно, подписанные картонные коробки (рис. 3), и опытный человеческий глаз обученных сотрудников, чья эффективность в таком процессе может достичь 200 до 150 штук в час.

Рис. 3 – Сортировка возвратов по картонным коробкам для поставщиков
Более развитой формой ручной сортировки, с использованием элементами дисплеев, является сортировка на станциях, так называемых put-wall, где мы одновременно сортируем заказы, делая их консолидацию, путем сбора товаров одного заказа, полученных в нескольких разных зонах склада, в одну консолидационную перегородку. При выборе которой упаковщик имеет к распоряжению весь заказ (рис. 4). В таких системах дополняющих ручную сортировку, производительность работника может достигать 300 единиц в час.
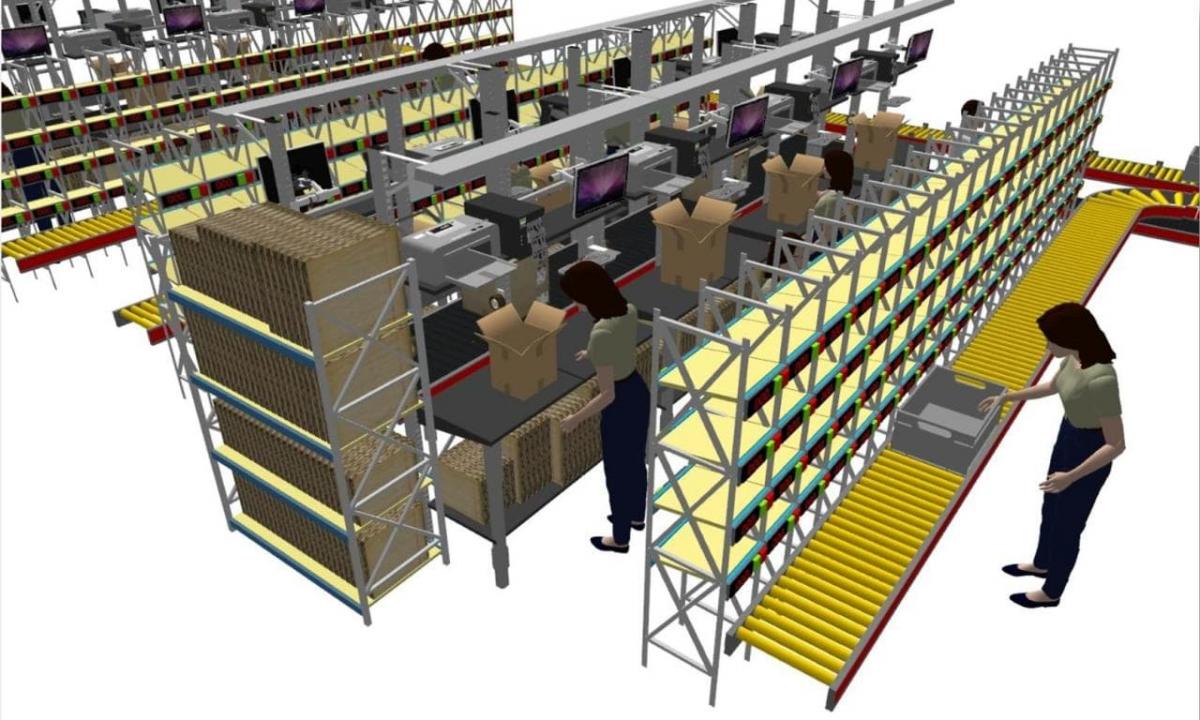
Рис. 4 – Консолидация заказов в системе стеллажа с дисплеями типа put-wall
Сортировка конвейером – этот простейший механический метод сортировки контейнеров, сводится к считыванию кода контейнера и его определения к заданной линии сортировочной станции. Отсортировать таким образом, можно как контейнеры, предназначенные для отправки (рис. 5) или такие, которые содержат части заказов и должны быть объединены с другими в упаковочном цехе (рис. 6). В обоих случаях суть процесса сводится к использованию конвейерной системы и факт кодирования контейнера вместе с присвоенным ему товаром. С помощью ременных или роликовых направляющих можно достичь производительности между 1200 и 2500 контейнеров в час. Рис. 5 – Сортировка в зоне отправки контейнеров на маршруты
Рис. 5 – Сортировка в зоне отправки контейнеров на маршруты Рис. 6 – Сортировка контейнеров в упаковочном цехе
Рис. 6 – Сортировка контейнеров в упаковочном цехе
Другой разновидностью сортировки конвейером является сортировка посылок в зоне отправки с помощью специальной конвейерной лентой, оснащенной роликами или поворотными модулями (роликовыми сдвигателями), ARB (Activated Roller Belt – лента с активируемыми роликами). Они представляют собой шариковые или роликовые компоненты, постоянно установленные на конвейерной ленте, и не имеющими отдельного привода. В действие приводится только центральная трансмиссионная лента. При отправке посылки или коробки по такому конвейеру регистрируется код посылки, а затем «синхронизируется» окно времени, которое при достижении правильного «слота отправки» активирует прижимной элемент, расположенный под передающей лентой. В результате прижимания и трения такие элементы, как ролики или валики начинают вращаться и направляют посылку в правильное направление доставки (рис. 7). При использовании этой технологии достижение пропускной способности порядка 3500 посылок в час не является какой-то технической проблемой. Рис. 7 – Сортировщик на базе передающей ленты с пассивными валиками
Рис. 7 – Сортировщик на базе передающей ленты с пассивными валиками
Другие технологии, основанные на передаче, используют установку активных элементов (и, следовательно, приводимых в движение собственным двигателем), называются модульными или поворотными сортировщиками (модульными или поворотными сдвигателями). Модули с приводными роликовыми поворотными сдвигателями, помещаются как элементы между участками конвейера или складываются в конвейерные ряды, и так же, как передаточные сортировщики работают по принципу синхронизации транспортируемых предметов и их направления в нужный канал в момент достижения соответствующего положения в сортировщике (рис. 8).
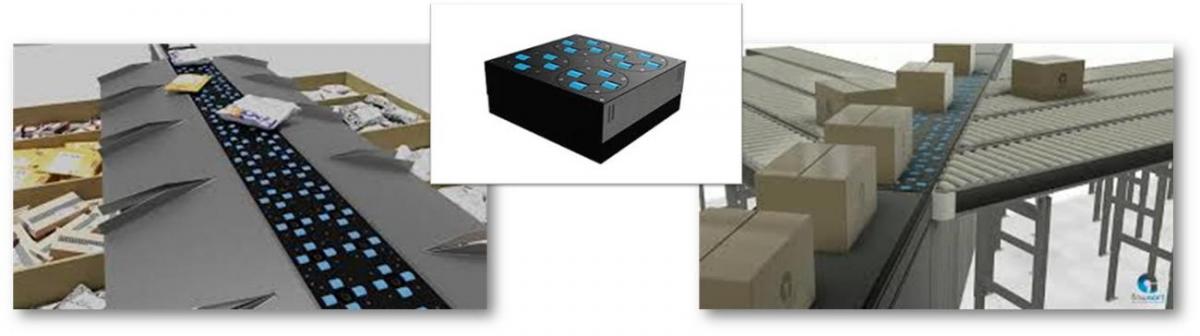 Рис. 8 – Поворотный сортировщик (с модульными роликовыми сдвигателями) (источник: FlowSort B.V., TS-24V Twistsorter)
Рис. 8 – Поворотный сортировщик (с модульными роликовыми сдвигателями) (источник: FlowSort B.V., TS-24V Twistsorter)
Линейные (ползунковые) сортировщики – это отдельная группа устройств, в которых специальные ползунки фиксируются на передающей ленте, образуют отдельные группы, которые скидывают посылку в определенный слот сортировщика. Количество ползунков, а также их расположение под углом к направлению движения ленты, контролируется автоматически. Этот тип оборудования, широко известный в отрасли также как shoe sorter, изначально был разработан специально для обувной промышленности, когда поставки в магазины осуществлялись с центрального склада. В настоящее время эти устройства, имеющие механическую пропускную способность порядка 15000-18000 коробок в час, успешно нашли применение в сортировочных цехах всех видов и отраслей промышленности, где доставка организована в картонных коробках, а упаковка является важным аргументом продаж и маркетинга, устраняя его повреждения.
 Рис. 9 – Ползунковый сортировщик (источник: Bastian Solutions)
Рис. 9 – Ползунковый сортировщик (источник: Bastian Solutions)
Сортировочные системы с раскрывающимися лотками (bomb-bay) – это очень популярное и эффективное устройство для сортировки с очень высокой производительностью до 15000-18000 штук в час при одновременном низком расходе электроэнергии за счет применения нескольких центральных приводов (движимых катушек), при одновременной многоосевой установке подшипников на отдельных тележках со створками. Такой тип передачи крутящего момента характеризуется низкими потерями, вызванными трением, и в то же время обеспечивает низкий уровень кинетической энергии, передаваемой на продукт, путем открывания створок точно над перегородкой (каналом) для консолидации заказа.
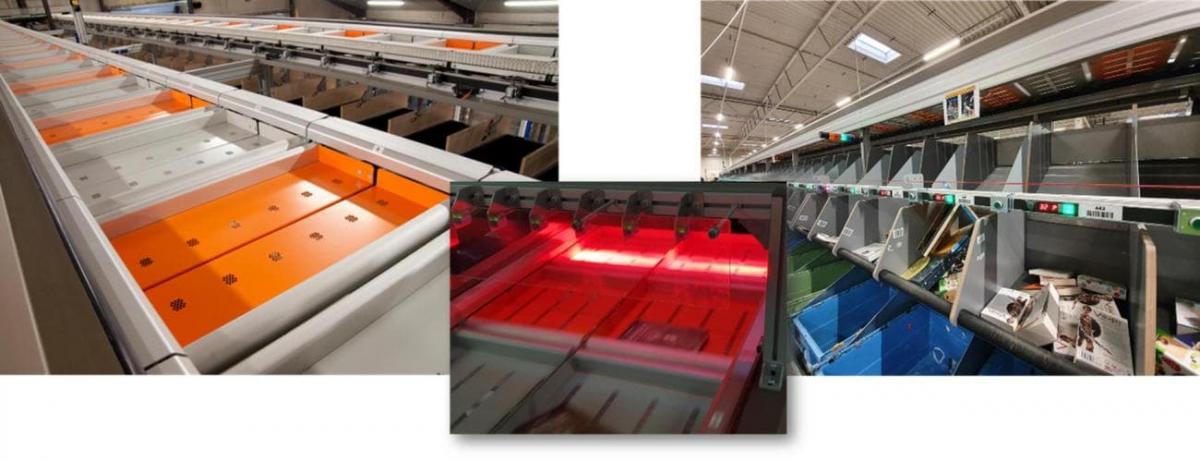
Рис. 10 – Сортировщик с раскрывающимися лотками (бомбирующий сортер)
В то же время при проектировании такого типа сортировщиков необходимо учитывать несколько его ключевых элементов для обеспечения максимальной надежности работы и эффективности сортировки.
- Выбор ассортимента продукции, которая может свободно падать с высоты около 20-40 см без повреждений
- Подбор правильного материала облицовки перегородки лотка, напр.: демпфирующие губки с покрытием
- Количеством и способом загрузки продукции в контейнеры – соответствующее количество людей на станции, технология назначения к станции, а также организация раскладки в лотки
- Количество отсеков лотков для сортировки на ожидаемое количество мест назначения или контейнеров, предназначенных для последующих процессов
Линейное устройство сортировки с поперечными лентами (cross-belt sorter) – это еще одна разновидность устройств сортировки, основанных на центральных приводах и передающих крутящий момент на цепь соединенных между собой тележек, оснащенных лентами для перемещения продукции в поперечном направлении к движению тележек. Ленты на тележках чаще всего имеют собственный механизм для включения поперечной ленты. При этом встречаются 1-, 2- и 4-ленточные конструкции. Такие конструкции тележек обеспечивают механическую пропускную способность порядка 20000-50000 единиц в час. В то же время следует еще раз отметить, что такая производительность возможна к достижению только при очень специфической конфигурации количества загрузочных станций, типа упаковки и свойств продукции, а также количества целевых станций.
 Рис. 11 – Линейное устройство сортировки с поперечными лентами (Cross-Belt sorter) (фото: DEMATIC)
Рис. 11 – Линейное устройство сортировки с поперечными лентами (Cross-Belt sorter) (фото: DEMATIC)
Сортировщики с поперечными лентами придают большую кинетическую энергию сортируемым предметам и могут привести к их повреждению. Поэтому необходимо очень тщательно анализировать, какой ассортимент нашей продукции мы хотим сортировать с этим типом оборудования. Необходимость ограничения скорости устройства для достижения нужного внимания к качеству продукции здесь не помогает, и приводит к плохому уровню использования инвестиционного капитала и разочарованию в отделе логистики.
Подвесные устройства сортировки карманного типа (bag sorter) – в последнее время идеально вписываются в нужды логистического бизнеса, особенно оказывающие услуги типа Fulfilment, где большой ассортимент, хранящийся на различных участках хранилища, должен оказаться в правильной последовательности на станции упаковки.
Такие отрасли, как: одежда, аудио и видео, книги, запасные части и другие, имеющие много SKU предлагаемых своим клиентам, и при этом их заказы выходят за типичный набор «один заказ = одна штука», применяют этот тип подвесных сортировщиков использующих также многоступенчатую матричную сортировку, чтобы придать заказам соответствующие последовательность и направление.
При таком типе сортировщиков комплектация товара происходит чаще всего традиционным ручным способом на полуэтажах, тем не менее, в данной области она может происходить абсолютно хаотичным способом с соблюдением только волны, ограниченной временным окном заказа. При переносе товара в сортировочный мешок происходит идентификация товара, и на время сортировки ему присваивается номер самого мешка. В результате многоступенчатой сортировки и прохождения через последовательные буферы, в конце линии расположены упаковочные станции, они получают именно те пакеты, содержащие продукцию, которые должны быть сложены в одну коробку для отправки.
Огромным преимуществом этих систем является их модульность и возможность расширения с помощью дополнительных сортировочных модулей, независимо друг от друга. Каждый из них достигает до пропускной способности около 10000 штук в час и может быть дополнен еще одним.
Ограничением системы является масса и размеры предметов. Таким образом и здесь требуется тщательный анализ потребностей при планировании системы сортировки.

Рис. 12 – Сортировщик подвесных мешков типа bag sorter (источник: DÜRKOPP)
Как выбрать для себя правильную систему сортировки?
Чтобы спланировать правильный для себя способ выполнения процесса сортировки или консолидации, необходимо учитывать несколько следующих параметров:
- Изучите существующие и будущие товарные потоки с учетом производительности системы и возможных почасовых всплесков.
- Проверьте, каким механическим нагрузкам вы можете подвергнуть свои товары и подходят ли все группы продукции для механической сортировки.
- Какое влияние свойства вашей продукции оказывают на сортировочные устройства?
- Каким должен быть эффект сортировки и какие процессы после него следуют?
- Что является основой для создания положительного ROI от использования сортировочного оборудования?

владелец и генеральный директор консалтинговой компании Lubandy Logistic Services


