
Повышаем производительность склада за счет организационных факторов
На что смотреть
На производительность работы склада может негативно влиять целый ряд очевидных «материальных» факторов, таких как нехватка техники и персонала, проблемная эргономика рабочих мест, несоответствие друг другу техники и оборудования, да и просто низкая производительность и традиционно неспешный ритм работы, на который раньше никто не обращал внимания. Частично эти вопросы решаются за счет дополнительных инвестиций. Но результативность вложений может оказаться низкой, поскольку есть еще целое семейство технологических и организационных факторов, которые мешают сделать работу склада достаточно эффективной.
К таковым относятся, в первую очередь, вынужденные простои персонала (когда человек уже готов трудиться, но объем работы ему еще не обеспечили), помехи в работе, возникающие вследствие других происходящих на складе процессов, большие холостые пробеги людей и техники, значительные затраты времени на поиск и идентификацию товара, а также так называемый double handling – принцип «давайте сделаем как можно сложнее и дольше, вместо того, чтобы сделать проще».
Есть несколько основных направлений для «расширения» подобных «узких мест». Это, прежде всего, повышение точности информации о складских остатках и о том, где именно на складе они находятся, устранение ситуаций, когда кладовщики при работе мешают друг другу, и борьба с вынужденными простоями, т.е. своевременное обеспечение каждого сотрудника работой.
Над чем думать
Чтобы понять, какие именно действия нужно предпринять в каждом конкретном случае, можно порекомендовать три инструмента анализа: аудит бизнес-процессов, fishbone и двойной АВС-анализ.
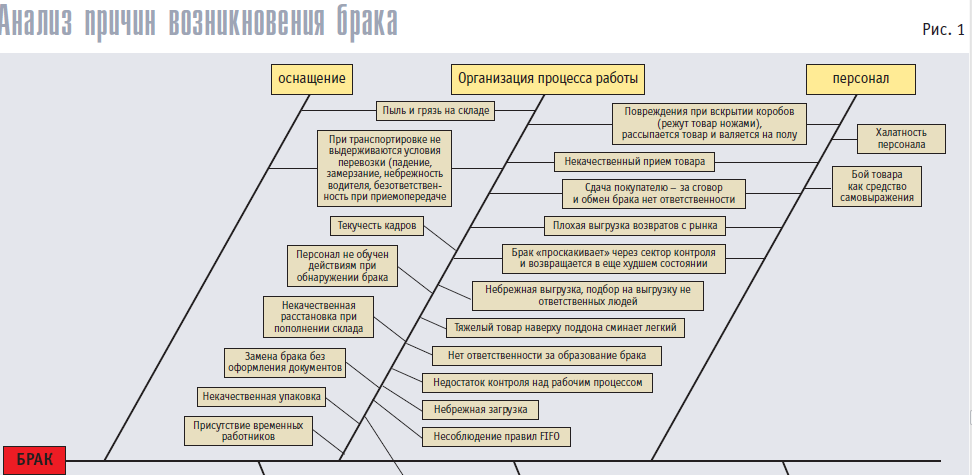
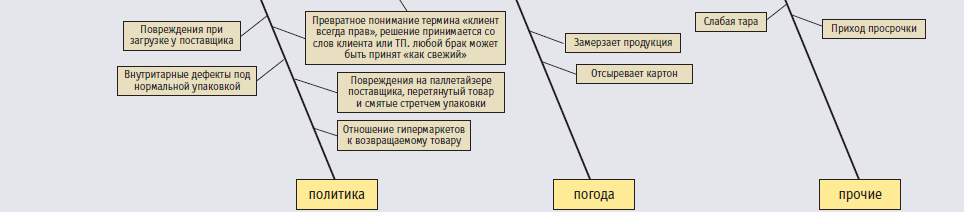
Объединяет их одно большое преимущество: их можно сделать понятными не только бизнес-консультантам и руководителям предприятий, но и их подчиненным. Причем даже тем, чей уровень квалификации ниже среднего. Fishbone – это инструмент, который хорошо понимает персонал уровня старшего кладовщика. Достаточно предложить сотрудникам перечислить все проблемы и попробовать «нанизать их на ветки», чтобы понять, откуда они берутся. Обратимся к примеру из практики – анализу ситуации, когда был неимоверно высок процент брака в работе склада. На схеме на Рис. 1 ясно видно, что все причины, которые удалось совместными усилиями сформулировать при анализе, распределились по двум веткам: они были связаны либо с персоналом, либо с организацией процесса работы. Иных причин, связанных, например, с оснащением, погодными условиями и пр., оказалось сравнительно немного. Уже само осознание этого факта позволило взглянуть на проблему брака более взвешенно.
АВС-анализ – также инструмент несложный и вполне пригодный для командного использования. В данном случае он проводится дважды: сначала нужно проанализировать выявленные проблемы по влиянию на результат (А – сильно влияет, В – влияет, С – несколько мешает), в затем – по «решаемости» (А – проблемы, которые можно решить прямо сейчас, стоит только захотеть, а С – те, для решения которых понадобится много денег или другого ресурса, который недоступен и, скорее всего, не будет выделен).
В результате получаем таблицу – такую, к примеру, как Табл. 1. По ней четко видно, что самая большая на данный момент проблема склада – несвоевременность пополнения зоны отбора. По общему мнению, она вполне поддается решению. Следовательно, раз эта проблема самая острая и решить ее можно прямо сейчас, без привлечения дополнительных ресурсов, ею и стоит заняться в первую очередь. А вот, к примеру, с процедурами списания и утилизации брака можно и подождать, поскольку есть более важные задачи. Аудит бизнес-процессов – инструмент, естественно, более сложный, однако и он поддается упрощению.

На начальном уровне, так сказать, «на пальцах» провести его для себя самостоятельно может каждый. Особенно, если не упускать из виду, что главная цель в данном случае – не подробно описать все процессы, а лишь, более внимательно посмотрев на все, что происходит на складе, отсечь возникающие конфликты и минимизировать дублирование функций, а также, четко обозначив точки старта и финиша каждого процесса, определить, что влияет на его эффективность.
Заодно имеет смысл подумать, нужен ли этот процесс на складе вообще. Например, на некоторых складах «исторически сложилась» практика, когда контролер проверял товар только в присутствии отборщика. В результате получалась интересная ситуация – склад ничего не успевает, но при этом кладовщики тратят 30–50% рабочего времени на то, что стоят возле контролера и проверяют, все ли он правильно контролирует. Потери производительности склада составляли, как минимум, 20–30%.
Обычно, анализируя бизнес-процессы, можно заметить множество «мелочей», замедляющих работу склада и снижающих его производительность. Но очень важно не смешивать ошибки в организации процесса и те нарушения, которые допускает персонал при его выполнении – последние нужно постараться сразу отсечь и просто не допускать в будущем.
Необходимо также выявить все случаи дублирования функций, ведь если за работу отвечают два человека, фактически за нее не отвечает никто. Хотя не исключены и ситуации так называемого обрыва ответственности – когда на определенных участках вообще неясно, кто что должен делать, все как бы «решается само собой».
После того, как все проблемные моменты перечислены и «названы по именам», нужно проанализировать причинно-следственные связи между ними. Они, как правило, очень сложны и запутаны. Проблемы влияют друг на друга, и вероятность, что получится вырвать один вопрос из контекста и решить его изолированно, очень мала. Скорее всего, окажется, что этот вопрос порождает новые причинно-следственные связи и новые проблемы, которые потом по кругу на него же и замыкаются. И все они в результате выстраиваются в некое подобие «оборонительного круга» (этот тактический прием использовался в авиации в Великую Отечественную войну, когда истребители выстраивались таким образом, чтобы каждый следующий прикрывал хвост предыдущего).
 Один из практических примеров такого «оборонительного круга» можно видеть на Рис. 2: в результате несвоевременного размещения прихода отборщики не находят товар на нужном месте. В поисках этого товара они добираются до зоны приемки, где разбирают паллету. А потом сотрудник, ответственный за размещение товаров в зоне хранения, не понимает, что с ней делать дальше. Изза этого приемка еще больше замедляется, и товар снова не попадает на место во время. Т.е. имеет место стандартная положительная обратная связь.
Один из практических примеров такого «оборонительного круга» можно видеть на Рис. 2: в результате несвоевременного размещения прихода отборщики не находят товар на нужном месте. В поисках этого товара они добираются до зоны приемки, где разбирают паллету. А потом сотрудник, ответственный за размещение товаров в зоне хранения, не понимает, что с ней делать дальше. Изза этого приемка еще больше замедляется, и товар снова не попадает на место во время. Т.е. имеет место стандартная положительная обратная связь.
Таких «оборонительных кругов» в результате анализа процессов будет выявлено немало: разнообразных, запутанных и замкнутых в некие странные цепи. Но даже в описанном примере есть, как минимум, две точки, два вопроса, позволяющие этот круг разомкнуть: можно либо запретить отборщику покидать территорию склада и вмешиваться в чужие процессы, либо вплотную заняться размещением прихода в максимально сжатые сроки. Причем лучше всего сделать и то, и другое одновременно. А вот попытки решать одну конкретную проблему с одним конкретным сотрудником, не затрагивая ее причин и последствий, будут напрасной потерей времени.
Выбирая оптимальную точку разрыва «оборонительного круга», нужно также учитывать общий вектор улучшений. Как показывает практика, большая часть проблем зарождается еще на стадии приема товара на склад, а дальше в основном приходится иметь дело со следствиями. И хотя по логике АВС-анализа начинать движение следует от левого верхнего угла полученной по его итогам таблицы вниз, есть смысл все-таки подумать, какие проблемы имеют под собой меньше причин и порождают больше следствий, и постараться в первую очередь устранить именно их.
Что делать
Переходя к практическим действиям, не стоит забывать, что производить сразу много изменений нежелательно – есть риск, что из-за этого персонал со склада просто разбежится. Ведь привычная зона комфорта людей будет быстро разрушаться, а далеко идущие цели реорганизации для рядовых работников обычно неактуальны. Именно поэтому после реорганизации на складе зачастую обновляется половина персонала.
Поскольку общий вектор улучшений – от начала цепи бизнес-процессов к ее финалу (от «входа» к «выходу»), начинать реорганизацию лучше с соответствующего участка – с приема товара на склад. А вот оптимизировать процесс отгрузки до наведения порядка во всех предыдущих бизнес-процессах практически нереально – его можно только немножко, весьма поверхностно «причесать». При этом можно предложить несколько универсальных шагов, которые, в принципе, должны ложиться почти на любую схему склада.
Шаг 1. Качество информации о товаре, его состоянии и размещении
Прежде, чем на складе можно будет что-то реально изменить, необходимо обеспечить соблюдение двух важных условий. Речь идет о точности информации о состоянии товара и о том, в каком конкретно месте склада он находится. Соответственно, это два направления работы:
1) работа с некондиционным товаром, включающая своевременное выявление брака и его отделение от качественного товара, повышение оперативности процессов учета и создание зоны брака (либо наведение порядка в имеющейся);
2) качественная инвентаризация. Если она проведена некачественно, буквально на следующий день снова начинаются проблемы с поиском товара, и склад начинает плавно снижать производительность.
Следует отметить при этом, что идеальное решение – двойной слепой пересчет – довольно ресурсоемко, а решить проблему с помощью единственной, пусть даже супер-точной инвентаризации никак не получится. Для достижения устойчивого результата понадобится несколько инвентаризаций за период, со все более точной информацией по размещению и состоянию товара.
Шаг 2. Перезонирование склада
Чтобы устранить ситуации, когда сотрудники мешают друг другу работать, имеет смысл ввести простое правило: складская зона выделяется для выполнения определенной задачи и для устранения помех при выполнении других складских операций. В качестве примера можно привести простое решение: создание зоны стикеровки товара.
Можно, конечно, стикеровать товар на входе, но тогда не только потребуются дополнительные площади для приемки, но и приходование грузов будет задерживаться, замедляя движение по всей технологической цепочке. Можно производить стикеровку и на выходе, но при этом падает производительность отбора и снижается мощность склада по отгрузке. Кроме того, в периоды пиковых отгрузок будет либо игнорироваться стикеровка, либо расти количество опозданий.
В рассматриваемой ситуации было применено третье решение, тем более приемлемое, что на данном складе всегда есть запас товара на 3–4 дня отгрузки. Для стикеровки товара выделили отдельную зону и обеспечили раздельное хранение стикерованного и нестикерованного товара. Т.е. сразу после приемки товар идет в карантин, а уже после стикеровки поступает на отгрузку. При этом ни тот, ни другой процесс не замедляется, но требуется отдельная зона стикеровки и отдельная зона хранения карантинного (нестикерованного) товара.
Шаг 3. Оптимизация процессов приема и размещения
Начинать оптимизацию процесса приемки следует с заблаговременного обеспечения склада информацией. Это подразумевает запрет на прием товара по документам поставщика и потребует выполнения всей подготовительной работы (в идеале – вплоть до создания приходной накладной) заранее. Тогда в самом начале отсекаются ошибки документооборота, устраняются задержки на создание артикула и прочие проблемы, связанные, например, с перепроводкой задним числом, опозданием товара и т.д. Однако главным преимуществом при этом является предварительное планирование размещения товара. Если на складе внедрена адресная система хранения, такое планирование становится вполне возможным.
Прием возвратного товара («недовозов» и возвратов от клиентов), несмотря на то, что на него приходится незначительный процент грузооборота, должен быть регламентирован максимально жестко и выполняться в минимальные сроки. Причина все та же – необходимо обеспечить качество информации о товаре. В данном случае – чтобы сократить потери времени отборщиков на поиски редких позиций, которые числятся в возвратах, но не были своевременно размещены на складе.
Интересным инструментом оптимизации системы размещения может стать применение категоризации товаров. Для этого нужно ввести ABCXYZ-категоризацию в информационную систему склада (в справочник товаров) и при планировании размещения выполнять сортировку строк приходной накладной по данному признаку. Благодаря этому процесс размещения упрощается и становится доступным кладовщику средней квалификации – достаточно выполнить сортировку не по артикулам, а предписанной командой по категориям, и после этого размещать строчки сверху вниз. В результате товар категории АХ будет размещен максимально близко к месту отбора (в зависимости от наличия свободных ячеек). И даже если на складе имеется дефицит площадей, он отразится, в первую очередь, на товарах категории С.
Шаг 4. Внутрискладские перемещения и отбор заказов
Следует отметить, что заниматься оптимизацией размещения и минимизацией внутрискладских перемещений персонала и техники необходимо еще при планировании размещения товара на складе. Если изначально правильно укомплектовать «горячую зону» отбора, то уже при внедрении описанных выше организационных методов можно получить довольно ощутимый эффект.
Важнейшей задачей оптимизации перемещений является сокращение вынужденных простоев. Наибольший эффект в данном случае приносят два инструмента – управление волнами заказов и расстановка приоритетов складских работ.
Управление волнами заказов – прекрасный инструмент борьбы с хаосом на складе, который, к сожалению, применяется далеко не так часто, как хотелось бы. При том, что единого алгоритма создания волны нет и быть не может, общая логика такова: любое принятое в конкретном случае правило лучше, чем их полное отсутствие, и принесет значительный положительный эффект. В первую очередь, это будет касаться выравнивания нагрузки и уменьшения вынужденных простоев на разных (прежде всего, смежных) участках технологической цепи – к примеру, при пополнении зоны отбора, собственно отборе и контроле заказов.
В качестве примера можно привести простое правило: если из системы одновременно поступает 10 заказов, отбор нужно начинать с самых маленьких из них. Что это даст? Во-первых, работа будет быстрее передана на следующий участок, т.е. на контроль (уменьшится время простоя). Во-вторых, это выровняет нагрузку на работников, которые занимаются пополнением товара и внутрискладскими перемещениями.
Что касается второго инструмента, то на многих складах приоритеты внутрискладских перемещений расставляются по клиентам (собственные заказы, VIP-клиенты и т.д.). Но система будет работать гораздо эффективнее, если определять приоритеты заданий по векторам перемещения товаров в складе, настраивая их в складской системе учета по зоне-источнику и зоне-приемнику. Естественно, работы подразделяются и по степени важности, и сортировка
заказов выполняется по двум этим признакам. И если у какого-то задания «вектор» не совпадает ни с одним из указанных в справочнике, его приоритет будет самым низким – это явно редкая и неприоритетная операция.
В рамках этой логики очевидно, что самой важной складской работой будет пополнение зоны отбора (чтобы отборщики не простаивали), а наименее важной – перемещение товара внутри зоны отбора (по каким бы то ни было соображениям) и из зоны контроля в отгрузку, поскольку последняя операция в любом случае входит в прямые обязанности контролеров и выполняется ими «автоматически».
В случае, который уже приводился в пример, в процессе внедрения исходного варианта расстановки приоритетов появлялись дополнительные зоны стикеровки и переупаковки. Для них также были расставлены приоритеты работы. При этом перемещение из зоны стикеровки в любую другую получило один из самых высоких приоритетов, поскольку сам факт стикеровки товара говорит о том, что он востребован уже сейчас, его уже ждут.
Шаг 5. Контроль, упаковка, отгрузка
Наиболее очевидный инструмент оптимизации на этом участке – аппаратный контроль результатов работы во избежание дальнейших разбирательств с клиентами, связанных с допущенными ошибками. Организационные приоритеты здесь имеет смысл выстроить в таком порядке:
- жесткое соблюдение поставленных сроков. Машина, отгруженная качественно, но с опозданием, может попросту вернуться, поскольку не успеет довезти и сдать товар, и окажется, что всю работу сделали зря;
- качество проведения работ;
- производительность, которая не должна наращиваться в ущерб двум первым параметрам.
Основная цель, к которой нужно стремиться на этом участке – именно уменьшение трудозатрат на исправление ошибок и урегулирование проблемных ситуаций, актов несоответствия и т.д. Ведь даже по самым приблизительным подсчетам 1 час некачественной работы контролера может обойтись компании в порядка 6 часов дополнительного рабочего времени – на работу разнообразных инспекторов по браку, переписку с клиентами, проведение выборочных инвентаризаций и т.д., и т.п. Поэтому гораздо проще и дешевле сразу обеспечить необходимые условия для качественного контроля.
Результаты
В реальной ситуации, практические примеры из которой приводились выше, через 2 месяца после начала работ по оптимизации бизнес-процессов были достигнуты следующие результаты.
- Срок приемки товаров был сокращен вдвое.
- Производительность отборщиков выросла на 25%, а общая производительность складских операций – на 36% (оценено по результатам нормирования складских операций на старте проекта и через 2 месяца).
- Эффективность транспорта доставки выросла на 21%. Изначально данному параметру внимание не уделялось, изменения произошли за счет роста загруженности на рейс, снижения общего пробега, уменьшения процента возвратов на склад.
- Брак склада был уменьшен на 74%. Изменилась ситуация, когда за брак в течение смены никто не нес ответственности, и, соответственно, отношение работников к товару.
- Точность отбора заказов выросла на 60% (снижение количества неправильно отобранных строк относительно общего количества отобранных строк).
Следует отметить, что эти результаты достигнуты за счет внедрения минимального количества технологий, но именно простых и доступных людям, в связи с чем в процессе оптимизации принимал активное участие практически весь коллектив – от директора до старшего кладовщика.

руководитель проектов центра "Логистическая мастерская"


